



経営戦略・成長戦略
自社の核でニーズに応え、可能性を広げる
「当社はもともと精密機器や医療関連機器の部品生産を中心に他社との差別化を図ってきましたが、私が社長に就任以降、その分野をテコ入れするとともに、新たにFA(ファクトリーオートメーション)機器に注力しました。工場の自動化向けセンサーや計測器などFA機器分野はこの5年で大きく伸びています」と、ダイカスト部品メーカー・イズミの長田篤彦社長(36歳)は戦略を説明する。

長田篤彦社長
1984年生まれ。
大学卒業後、プリント基板メーカーを経てイズミに入社。
14年、父の急逝を受けて30歳で社長に就任し、業績回復と組織改革に尽力。
年に1〜2回、社内食堂で自家製カレーを振る舞い従業員との交流を深めている。
趣味はゴルフ。一般社団法人日本ダイカスト協会理事。
ダイカスト市場の8〜9割を占めるという自動車部品は通常、1点で月産5万〜10万個なのに対し、精密機器やFA機器などの部品は同100〜2000個程度、医療機器では数十個〜200個レベルになるという。生産効率は悪いが、付加価値が高い。同社はそうした分野に特化し、約300種の部品を80社ほどの顧客に毎月納品している。こうした同業他社との差別化の徹底が奏功し、長田社長は低迷していた業績をV字回復に導く。その経営手腕が認められ、同社は優秀経営者顕彰・青年経営者賞を受賞した。受賞理由は「事業の発展性を見据え、利益率の高いダイカスト加工に特化。少量多品種の受注を増やし、社長就任後、収益力を高めた」こと。
ダイカストとは、アルミニウムや亜鉛などの非鉄金属の合金を溶かし、精密な金型に高速・高圧で注入、瞬時に製品を成型する鋳造技術だ。高い寸法精度が得られ、薄肉で複雑な形状の製品を大量に生産できるのが特長で、自動車関連部品に多く使用されており、大半のダイカストメーカーがこの分野を主力としている。
同社は違う。他社が敬遠する難易度の高い部品の少量多品種生産を得意分野とし、現在は売上高ベースで見ると、医療機器関連が約3割、FA機器のセンサーや計測器部品が約2割で、主力の両分野で売上の約半分を占める。残りは産業機器全般、一般的な機械部品、トラックや農業機械などの部品に分散。なお、一般自動車部品の製造はほぼなく、車部品は全体の5%程度と極めて低い。
同社が本社を構える長野県諏訪・岡谷エリアは、戦前は製糸業が盛んで、戦後はカメラ、腕時計、オルゴールなどの精密機械工業が発達する。
「当社はそこに着目し、この地域に根付いていなかったダイカスト工法を使って、精密機器の部品を製造するところからスタートしました」
1953年、長田社長の祖父の弟が同社を創業。やがて周囲にも同じようなダイカスト部品会社が増えていく中、80年代後半から年代初頭にかけて転換期が訪れる。同業の多くが、大量生産の自動車関連分野にシフトしていったのだ。だが、同社はその流れには乗らないことを決断。特定の販売先や分野への依存リスクを避け、幅広い分野で付加価値の高い少量多品種生産に徹する道を選び歩んできた。そのDNAは現在まで脈々と息づいている。
「現在、そこに磨きをかけているところです。当社の原点である少量多品種のノウハウを生かし、同業が上がらない土俵での差別化を徹底する。ただ、幅広くとはいえ何でも手がけるのではなく、他社が敬遠するも成長が見込める分野を見極めるよう常に意識しています。また、業界として受身の受注姿勢が多い中、当社では専属の営業部隊を設け、新規取引先を常に探しています」
同社の差別化・高付加価値戦略を進化させたことが、今回の青年経営者賞受賞の決め手となったわけだ。

ダイカスト製品。大量生産の自動車向け精密機器部品が多い中、
イズミでは医療機器、FA機器など少量多品種生産を得意分野とし
ている。
そんな同社だが、2011年当時、社内は重苦しい空気に包まれていた。社員の表情は暗い。08年のリーマン・ショックによる衝撃から立ち直れず、業績は悪化。受注が減り、機械の稼働を抑えるほか、休業日を増やすなどして苦境をしのぐ。そのさなか、父である先代社長の後を継ぐことになったのが長田社長である。14年のことだ。祖父、父と継いで、4代目になる長田社長は大学卒業後、ダイカストとは無関係のプリント基板メーカーに入社。約4年勤めた後、同社に入る。
「私は一人っ子の長男で、いずれは地元に戻るだろうと漠然と思っていました。ただ、会社のことは何も知らず、社長である父親と話をすると、後継者のメドも立っていない。長く続いてきた会社ですから、何かしら貢献したいという気持ちが芽生え、早いほうがいいと入社を決めたのです」
初年は、群馬県の同業他社に出向し、ダイカストを一から学んだ。出向を終え会社に戻ると、ときを同じくして父親が大病を患う。
「入退院を繰り返した後、急逝してしまったので、社長業や経営に対する考え方などを話す機会がないまま、社長に就くこととなりました。とにかく売上を適正なところまで確保することが喫緊の課題。当初は目先のことだけで精一杯で、積極的に受注活動へ乗り出すために必死でした」
業績回復への道のりは険しかった。長田社長はやるべきことを明確化し、守勢一方から攻勢へ転じるべく、トップ自ら営業の最前線に立つ。同時に、本業であるダイカスト事業に経営資源を集中するため、工作機械販売卸しなど、収益の出ていない事業の撤退・見直しを敢行した。
社長就任当時、実質的に会社を動かしていたのは亡き父親と同世代の役員たち。社内の平均年齢は高かった。業績が厳しいことは誰もがわかっていたし、それなりに危機感も共有できていたと長田社長。
「役員や古参の社員は当社で30年、40年と働き、業界や仕事に詳しく、これまでのやり方や考え方を変えたくないという気持ちも強かったはずです。それでも会社を良くするため、社長とはいえ30代になったばかりで、経験の浅い私に付いてきてくれた社員には感謝しています」

アルミニウム、亜鉛などの非鉄金属合金を注入する精密な金型をメン
テナンスする現場スタッフ。
CNC三次元測定機(右)により複雑な形状の製品測定も自動で行う。
とはいえ、ダイカスト以外の事業からの撤退を決める。企業存続のため大ナタを振るわざるを得なかった。「苦渋の決断でしたが、収益を上げるために努力している社員たちの士気を一番に優先したのです」
一方で社員との意思疎通に努めた。「私は現場の社員たちと年齢的に近いので、積極的にコミュニケーションを取ることを意識しました。会社に入って日が浅く、業界の経験も少ない中、正しい判断をするためには各部署の人たちと広く話をしながら、会社運営を進めていかなければいけないと考えていました」
社長室は本社2階にあるが、普段は1階のオフィスで社員とともに仕事をし、できるだけ現場に足を運ぶ。
「直接アドバイスをするようなことはないのですが、ひと声かけたり、社員の表情などを見れば、毎日ですから変化に気づきます。いつもとちょっと違うとか、最近暗い顔をしているなとか。普段から意識して社員の様子を見るようにしています」
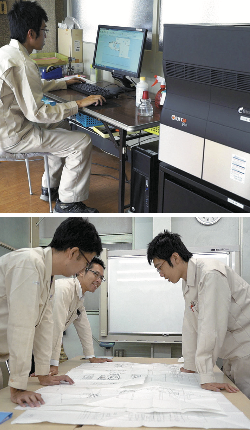
高度な要望に応える技術者たち。顧客
から受け取った3DCADデータの図面を
もとに工程を設計。3Dプリンターをフ
ル活用し、樹脂で部品のモデルをつ
くり提案の精度を高めている。
差別化戦略で成長を続ける同社だが、最近は他社も少量多品種の分野に参入し始めており、競争が激化しているという。そうした中、どのように独自色を出しているのだろうか。
実は同社の武器となっているのが、ダイカストだけではなく、その後工程である表面処理や塗装まで引き受け、最終的に部品の品質保証まで行い納品するという一貫生産である。

溶けた非鉄合金を金型内に注入するこ
とで精密機器部品を鋳造するダイカス
トマシン。写真下は作業前に金型を温
めているところ。
「通常は、ダイカストを納品すると、そこから後の工程はお客様が別の会社に発注します。それでは非効率なので、当社では工程すべてを請け負い、そのために同業他社では多くても10〜20台ほどのマシニングセンタ(切削加工機)を50台以上所有。工程は長くなりますが、一貫生産を積極的に提案することで競合との差別化を図り、それがお客様に評価されているのだと理解しています」
その一方で、顧客からの要求は年々厳しくなっている。複数の部品を一体化したい、機械製品の小型化に伴い部品も小さくしてほしいなど、技術的な難易度が増しているという。その高度な要望に応えるのが、30代の若手を中心とする技術陣だ。
「お客様から受け取る部品の図面は、3DCADデータが主流になっています。複雑な形状になるほど最初のツメが重要になるので、3Dプリンターを積極活用し、技術課の人間が図面をもとに、ダイカストの後処理などまで考えた上で工程を設計。樹脂で部品のモデルをつくり、その上でお客様に提案・打ち合わせをしながら精度を高めています」
長田社長は20年1月、次世代の同社幹部を育成するための活動を始めた。コンサル会社協力のもと月1回、各部署の次長、課長クラスの管理職7人を集めて部門間の連携やコミュニケ―ションでの意思疎通を円滑にするための研修を行っている。そのきっかけは、入社以来抱いていた“違和感”だという。

自社でマシニングセンタを50台以上所有。
ダイカストの後工程処理まですべて請け
負う一貫生産体制をとることで他社との
差別化を実現し、顧客からの信頼も厚い。
「目的は社内の風土改革。会社全体が一体感を持つためには何をどうすればいいのかという教育活動です。入社時から、社員みんながバラバラな方向を向いている感じで、表面上はなんとなく仲良くやっているけれど、本音で話をしていないことが気になっていました。困っていれば打ち明け、全員で協力し合える組織にしたい。そのためにまずは管理職同士が一つのチームとなることが大事です。たとえば各部門でどんな悩みがあるのか、部門間で連携するには何をすればいいのか、そしてどういう姿があるべき姿なのかなどを話し合っています」
そんな長田社長は、「人が一番大事」というモットーをかかげている。人がイキイキと働き、協力し合うことが、会社の成長には欠かせない。そして、これはイズミ社訓の「努力・協力・実現」にも通じている。
「いくら高性能な機械を入れても、動かすのは人です。当社は社員数100人ほどの中小規模だからこそ、風通しのよい会社にしやすい。困難なときに大事なのが、一人ひとりの努力や工夫、全社員の協業です。それによって、不可能に思えることでも実現していく。当社の社訓にはそういう思いが込められているのだと私は理解しています」
若手からも忌憚なく意見が出て、それが取り上げられ、これまでできなかったことができるようになる。そんな風土に変えて社内を活性化させていきたい、と長田社長は微笑む。
「今回の青年経営者賞受賞はまったくの想定外でしたから驚きました。これは自分の力ではなく、お客様、協力会社、何より社員全員の力で受賞させていただいたものです」
将来ビジョンとして、今後3〜5年の中期で医療関連とFA機器に集中し経営基盤を固め、その上で5〜10年の長期では、自動車分野への進出構想を描いているという。
「いまはほぼゼロですが、EVや自動運転などの新技術に積極的にかかわっていきたい。自動車分野はコスト競争が激しいため、少量多品種と大量生産を分ける工場の見直しも検討しています。自動車では後発になりますが、センサー部品などの実績がありますから、勝機は十分にある」と自信を示す長田社長。新舞台への挑戦が始まる。

投資育成には30年以上、安定株主としてご支援いただいており、感謝しております。
普段も何かあれば情報提供していただき、親しくコミュニケーションも取らせていただいている。今後も経営面、人の成長につながるような話、他社の事例なども情報があればどんどんご提供いただければありがたい。
この先も長いおつき合いをよろしくお願いいたします。

業務第四部 次長 チームリーダー
松本英邦
長田社長と最初にお会いしたのは2014年9月、社長が30歳のときでした。
役員就任前で名刺も「営業部営業課」のいち社員でしたが、当時から落ち着いた雰囲気で「覚悟」を感じました。
先代の急逝もあり、急遽社長に就任されましたが、その後の活躍は本文の通り。
ご苦労も多いと思いますが、担当として今後も長田社長、イズミさんのお役に立てるよう努めます。
機関誌そだとう205号記事から転載
経営に関するお役立ち資料を
お届けいたします